


SOLDADURA DE FUNDICIÓN:
Primero vamos a conocer algunos aspectos básicos de la fundición: Es una aleación compuesta por hierro (Fe), carbono (C) y silicio (Si) y una pequeña proporción de manganeso (Mg) y fósforo (P) , encontramos carbono en dos estados dentro de la fundición,
1- En forma combinada (cementita, martensita).
2– En forma libre ( pequeñas porciones de grafito).
Fundicion nodular, el carbono se cristaliza en forma de nodulos, posee magnesio en su estructura, es ductil, comunmente se encuentra en blocks de motores y engranajes.
Fundicion Gris o laminar, possee carbono en forma de laminas, es muy usado en maquinas y estructuras, puede ser soldada.
Fundicion blanca: es mas dura que la fundicion gris y la nodular y no es soldable.
Fundicion maleable: se obtiene luego de tratar termicamente a la fundicion blanca.
En general la fundicion es dura y es propensa a fracturarse bajo tension.
En cuanto a la soldadura se deberá tener ciertos recaudos que detallaremos a continuación:
1°) Limpieza, deberá ser eliminado todo tipo de impurezas tales como pintura, oxido, grasa ,etc.
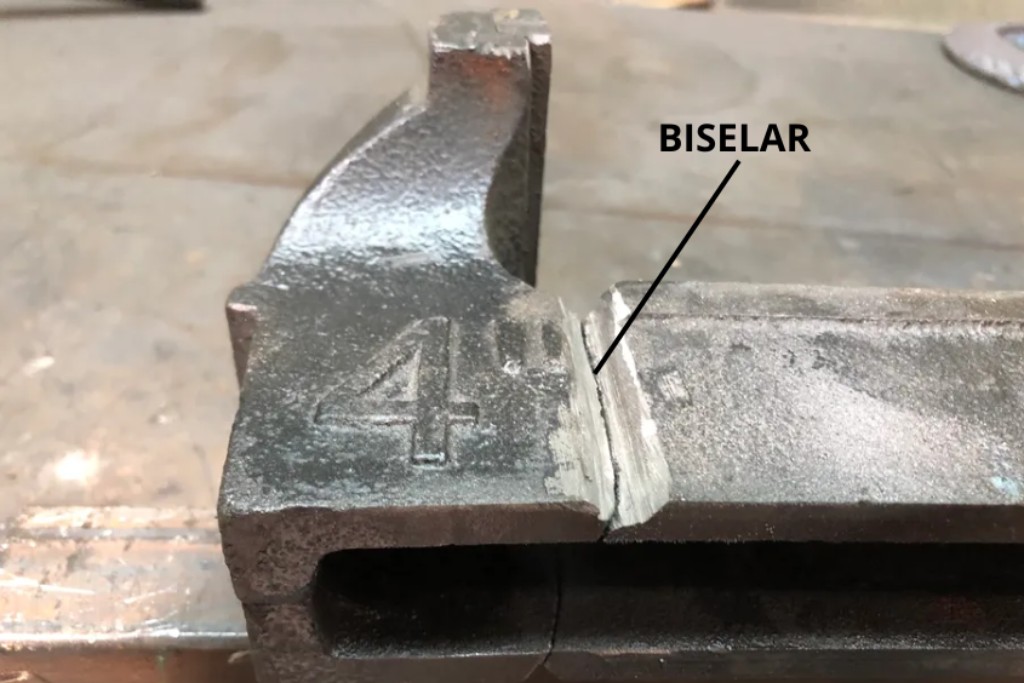
2°) Amolado, se debe realizar un calado siguiendo la fisura, de manera que el electrodo penetre mejor en la pieza, lo mismo sucede en soldaduras de unión, donde las piezas a soldar deberán estar chaflanadas de un lado ( Bisel V o Bisel U) o de ambos lados de ser posible (Bisel X), esto se puede realizar con abrasivos como discos de corte o fresas de carburos de tungsteno con amoladora recta, o utilizando electrodos para corte y chaflanado., como el conarco C o el lincoln Chanfro. En la zona donde se realizara la soldadura y al menos un centímetro hacia fuera es recomendable que se elimine la capa exterior de la fundición mediante un cepillado con amoladora angular o con cepillo de acer manual en su defecto.
3°) Precalentamiento, a fin de evitar cambios bruscos de temperatura se debe realizar un precalentamiento total de la pieza a soldar, no es recomendable soldar la pieza en frío.
Para tal fin puede utilizar un soplete de autogena o un soplete tipo lluvia en caso de que la pieza sea muy voluminosa.
4°) Una vez soldada la pieza será muy importante de que manera se la deja enfriar, el enfriamiento debe ser lo mas lento posible, debe realizarse dentro de un horno, o en arena caliente, o cenizas, teniendo en cuenta que no existan corrientes de aire que enfríen rápidamente la pieza. De enfriarse rápidamente la pieza el carbono libre, no se separara, formando sectores de fundición blanca, los cuales son frágiles y duros, estos harán que la pieza se quiebre.
Otra recomendacion a tener en cuenta es hacer cordones cortos y para liberar las tensiones que se generan, distender mediante golpeteos sobre el cordon con un martillo bolita instantaneamente luego de soldar unos 25 mm.

En cuanto al sistema de soldadura que utilicemos:
Con electrodos, existen varios tipos de electrodos, para la unión de piezas pequeñas las cuales no requieran de un maquinado posterior conviene utilizar un electrodo básico como el E7016 de corriente alterna, su costos es bajo, pero no es de fácil soldabilidad, ya que tiende a pegarse y cortar el arco, otra posibilidad es la utilización de electrodos de níquel, los cuales son encontrados en el mercado en aleaciones tales como NiFe (níquel 55% + hierro) o NI100 (níquel puro), siendo el de mejor terminación el NI100, permite posterior mecanizarlo, y es el mas apto cuando se trate de piezas de tamaño reducido. Cuando se trate de piezas de tamaño voluminoso el electrodo mas adecuado es el Niquel 55. Otra opcion es la de soldar con electrodos de bronce, del tipo E CuSn6, permitiendo soldaduras con gran resistencia a la corrosion, resultados similares se obtienen utilizando electrodos del tipo E NiCu, muy bueno cuando soldamos piezas que poseen camara de agua, el la que generalmente se observan piezas muy corroidas.

Soldando con autógena (oxigeno – acetileno) se deberán tomar los mismos recaudos antes detallados, el material de aporte a utilizar serán varillas de fundición gris, o fundición con níquel, las cuales tienen un aspecto mas brilloso y ofrecen mejor terminación de la soldadura, estas varillas deberán ser acompañadas con un fundente o decapante para fundición. tambien puede soldarse con varillas de Laton, con fundete para bronce del tipo borax.
Tambien existen alambres para soldadura MIG con proteccion gaseosa del tipo Niquel Hierro, como el ER NiFe60.
En cuanto a la soldadura TIG existen varillas como la ER Ni1, base niquel, la cual se suelda con argon puro como en toda soldadura TIG.
Por Lucas Garcinuño para Welding.com.ar