




$350.01 USD



UTP 68 Electrode
Description
Stabilized electrode for welding Cr-Ni steels resistant to corrosion and acids.
It is suitable for joining stabilized and non-stabilized Cr-Ni 19/9 steels, as well as cast steels of similar composition. Resistant to intergranular corrosion at operating temperatures up to 400°C when welded on stabilized base material.
Characteristics
UTP 68 can be welded in all positions except vertical down. It features a stable arc and welds without spatter. The arc strikes and restrikes easily. Slag removal is effortless. The weld bead surface is smooth, clean, and free of undercuts, with fine ripples.
Instructions
Clean and degrease the area to be welded. Use dry electrodes and weld with a short arc. Electrodes that have become damp due to environmental exposure must be dried at a temperature between 250°C and 300°C for 2 to 3 hours.
Type of Current
Direct Current / Electrode Positive (DCEP) (= +) / Alternating Current (AC) (~)
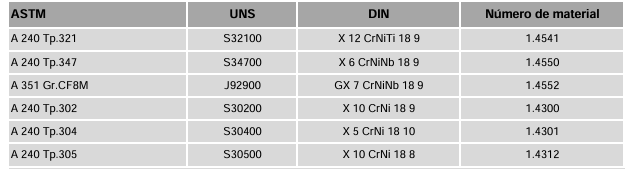
Base Materials
Clad steels or weld overlay cladding of similar chemical composition can be welded.
You can access more information in the following PDF


